
Vous venez de lancer votre arc, mais soudain, une fumée blanche s’échappe de votre machine et le compteur disjoncte violemment. Cette frustration est classique lorsqu’on fait face à un poste à souder parkside fil fourré problème, que ce soit un moteur d’entraînement inerte ou un relais capricieux. Nous allons analyser ensemble ces pannes électriques et mécaniques pour que vous puissiez enfin retrouver des cordons de soudure stables et propres.
Pourquoi votre fil fourré refuse-t-il d’avancer correctement ?
Après avoir déballé votre matériel, le premier obstacle est souvent mécanique, notamment ce fil qui refuse de circuler.
Si vous constatez une fumée blanche ou une odeur de plastique brûlé, débranchez immédiatement. Vérifiez l’adéquation entre le diamètre du fil (0.9mm vs 1mm) et l’embout pour éviter de forcer sur le moteur.
Ajuster la tension des galets pour stopper le patinage
Tournez délicatement la vis de pression du bloc moteur. Un serrage excessif écrase le fil fourré et bloque le mécanisme. Le réglage est parfait quand le fil glisse si vous le retenez fermement entre vos doigts.
Observez bien vos galets lors de l’appui. S’ils tournent dans le vide sans entraîner le métal, le patinage est confirmé. Cela arrive souvent au début car la tension initiale est trop lâche pour accrocher.
Le mouvement doit être fluide et constant. Le fil doit jaillir de la torche sans aucune saccade visible. Un flux régulier évite les projections et garantit une fusion propre sur votre cordon de soudure.
Un flux de fil constant est votre meilleure arme pour éviter les projections inutiles et obtenir un arc stable, même sur un poste d’entrée de gamme comme le Parkside.
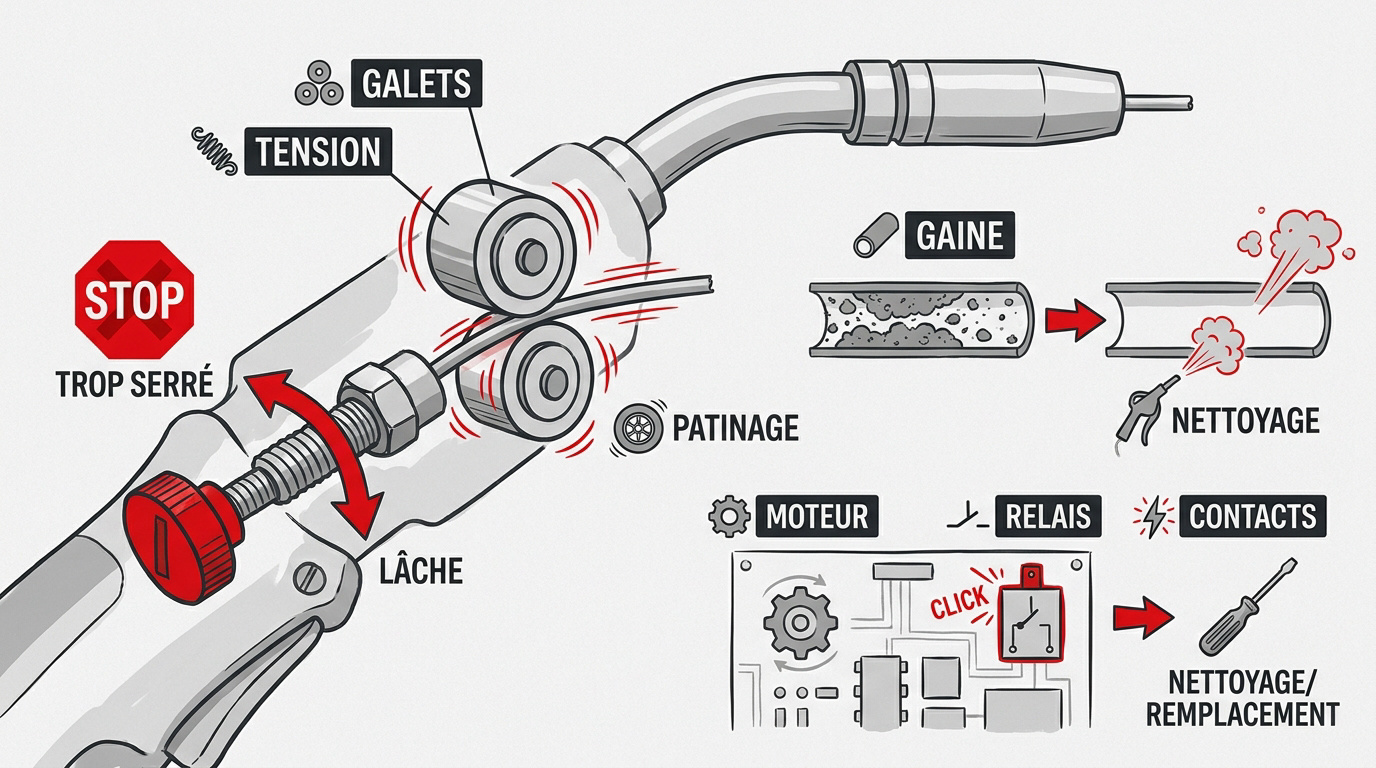
Nettoyer ou remplacer la gaine guide-fil encrassée
La poussière métallique s’accumule inévitablement dans le conduit. Ces résidus créent des frictions parasites qui freinent la progression. Le fil finit par se coincer avant d’atteindre le tube contact de la torche.
Utilisez une soufflette à air comprimé pour chasser les impuretés. Soufflez toujours du côté tête vers le dévidoir. C’est aussi efficace que de peindre des murs abîmés pour redonner un aspect neuf.
Si la gaine présente des pliures, le nettoyage reste inutile. Une gaine déformée doit être changée sans attendre. Ce remplacement préserve votre moteur d’entraînement d’une usure prématurée et coûte très peu cher.
Diagnostiquer une panne de moteur ou de relais
Testez d’abord le moteur d’entraînement sans aucun fil. Regardez si les galets tournent librement en pressant la gâchette. Une absence totale de rotation indique souvent une défaillance électrique sur la carte.
Écoutez attentivement le clic du relais NB901E. Ce composant est vital pour l’alimentation. Si le silence persiste, le relais est probablement collé ou hors service à cause de la chaleur accumulée.
Pour tester le relais NB901E : débranchez l’appareil, dessoudez le composant et testez la continuité des contacts avec une batterie 12V et un multimètre.
Examinez les contacts internes pour déceler un éventuel charbonnage. C’est une panne classique sur ces modèles. Un nettoyage peut suffire, mais le remplacement de la pièce garantit de retrouver un poste à souder fonctionnel.
3 réglages pour stabiliser votre arc électrique
Une fois que le fil avance sans encombre, il faut s’attaquer à la qualité de l’arc pour éviter les trous.
Équilibrer la vitesse d’avance et l’intensité
Corréler la vitesse et la pénétration est vital. Plus le fil arrive vite, plus l’apport de métal augmente. Il faut trouver le juste milieu pour ne pas percer la tôle. C’est tout l’art du réglage fin sur votre poste à souder.
Interpréter le bruit de l’arc aide énormément. Un crépitement régulier, comme du bacon qui grille, est bon signe. Si ça claque, baissez la vitesse. Si ça siffle, augmentez-la légèrement.
Utiliser des repères visuels permet d’ajuster son geste. Le bain de fusion doit rester homogène derrière votre torche. Voici comment interpréter vos résultats :
- Vitesse trop lente : cordon plat et manque de fusion.
- Vitesse trop rapide : amas de métal et projections.
- Réglage idéal : cordon bombé et régulier.
Adapter le diamètre du fil à l’épaisseur du métal
Comparer les fils de 0,9 mm et 1 mm est instructif. Le premier est plus polyvalent pour les bricoleurs. Le second demande plus de puissance pour fondre correctement.
Un fil de 0.9mm est souvent plus adapté aux galets et embouts d’origine Parkside que le fil de 1mm pour éviter les blocages.
Justifier le choix selon la pièce est une question de bon sens. Pour de la tôle fine, restez sur du petit diamètre. Cela limite la chaleur et évite les déformations. Pour de l’acier épais, le 1 mm assure une meilleure solidité structurelle globale.
Expliquer l’impact sur la stabilité est essentiel. Un fil inadapté provoque un arc erratique. La résistance électrique change et perturbe la régulation du poste.
Le choix du diamètre de fil est le premier rempart contre une soudure ratée ou un métal percé par excès de chaleur.
Maintenance de la torche et des pièces d’usure
Au-delà des boutons de réglage, l’état physique de votre torche détermine la précision de votre geste.
Identifier l’usure du tube contact et de la buse
Détecter l’ovalisation du tube contact est primordial. Avec le frottement, le trou central s’élargit. Le contact électrique devient alors intermittent. Cela provoque des micro-coupures de l’arc très agaçantes pendant le travail.
L’usure du tube contact au bout de la torche peut être la cause d’un arc instable et nécessite son remplacement immédiat pour retrouver une soudure propre.
Nettoyez les projections dans la buse régulièrement. Les grattons s’accumulent et peuvent créer un court-circuit. Utilisez une pince spéciale ou un spray anti-adhérent pour faciliter l’entretien régulier.
| Symptôme | Cause probable | Action corrective |
|---|---|---|
| Arc instable | Tube usé | Remplacement |
| Fil qui colle | Projections | Nettoyage |
| Buse bouchée | Projections | Nettoyage |
| Surchauffe torche | Facteur de marche | Pause |
Entretenir la gaine sans provoquer de dommages
Prenez des précautions lors du démontage. Ne tirez jamais brusquement sur la torche. Dévissez calmement le raccord pour libérer la gaine. Un geste brusque peut casser le guide interne.
Le stockage de la bobine de fil dans un sac plastique hermétique est essentiel pour éviter l’humidité, véritable ennemie du fil fourré et de sa progression.
Évitez les pliures irréversibles sur votre matériel. La gaine est une spirale métallique fragile. Si elle est coudée, le fil bloquera systématiquement à cet endroit. Rangez toujours votre torche en larges boucles sans la pincer inutilement.
Assurer un alignement parfait est indispensable. La sortie des galets doit être pile en face de l’entrée de la gaine. Un décalage d’un millimètre suffit à créer des copeaux de métal. C’est un peu comme lorsqu’on cherche comment rénover un plafond, la préparation et l’alignement font tout le résultat final.
Que faire quand le poste fait sauter les plombs ?
Parfois, le problème ne vient pas de la torche, mais de votre installation électrique qui sature.
Le poste peut faire disjoncter un fusible de 16A après seulement 10 secondes d’utilisation. Utilisez un circuit dédié sans rallonges sous-dimensionnées.
Respecter le facteur de marche pour éviter la surchauffe
Le cycle de travail définit l’endurance du matériel. Un poste Parkside ne soude pas en continu. Le facteur de marche indique le temps d’usage sur dix minutes. Respectez ces limites pour éviter la panne.
La protection thermique est un garde-fou. Un voyant orange s’allume en cas d’excès. L’appareil coupe alors le courant. Cela protège les composants internes d’une fusion pure et simple.
Laissez le ventilateur tourner après l’effort. Cela évacue la chaleur du transformateur. Prenez des pauses pour préserver l’électronique de votre poste à souder fil fourré problème de chauffe.
Forcer sur un poste en surchauffe, c’est condamner ses composants électroniques à une mort certaine et coûteuse.
Vérifier l’alimentation électrique et la prise de terre
Analysez vos besoins en ampérage. Le poste consomme énormément à l’amorçage de l’arc. Votre circuit doit supporter 16 ampères. Évitez de brancher d’autres appareils gourmands simultanément sur la même ligne.
Soignez votre pince de masse. Une mauvaise connexion crée une résistance inutile. Grattez la peinture sur la pièce. Vous assurerez un contact métal contre métal parfait pour l’arc.
Une rallonge trop longue fait chuter la tension. Le poste manque alors de puissance pour stabiliser l’arc. C’est aussi frustrant que de chercher comment garder la chaleur dans une maison mal isolée sans succès.
Améliorer la qualité visuelle de vos cordons de soudure
Si tout fonctionne techniquement, il reste à peaufiner l’esthétique pour obtenir des assemblages dont vous serez fier.
Lutter contre les porosités liées à l’oxydation du fil
L’humidité est l’ennemie du fil fourré. Le flux interne absorbe l’eau de l’air ambiant. Cela génère des bulles de gaz dans votre cordon de soudure final.
L’humidité, qu’elle provienne de la condensation ou d’un mauvais stockage, est un contaminant majeur qui libère de l’hydrogène sous l’effet de la chaleur, créant ainsi des pores.
Stocker vos bobines au sec. Utilisez des sacs hermétiques avec des sachets de silice. Apprenez aussi comment éviter la condensation sur les fenêtres en hiver pour mieux comprendre ce phénomène.
Reconnaître une soudure contaminée. Elle ressemble à une éponge avec de multiples petits trous. Si vous voyez cela, changez votre fil ou décapez mieux votre support. La propreté est la clé d’un résultat professionnel durable.
Perfectionner l’angle de la torche et la distance
Adopter l’angle de tirage idéal. Avec le fil fourré, on « tire » la soudure pour laisser le laitier derrière. Inclinez votre torche de 15 à 20 degrés environ.
Maintenir une distance constante. La buse doit rester à environ 10 millimètres de la pièce. Trop loin, l’arc devient instable. Trop près, vous risquez de boucher votre tube contact.
Gérer la vitesse de déplacement. Si vous allez trop vite, le cordon sera fin et fragile. Si vous stagnez, vous risquez l’effondrement du bain de fusion.
- Angle : 15° vers l’arrière
- Distance : 1cm constant
- Vitesse : régulière et lente
Souder l’aluminium au fil fourré : réalité ou illusion ?
Soyons clairs sur ce point précis. Le fil fourré sans gaz n’est pas fait pour l’aluminium. Ce métal demande une protection gazeuse inerte totale pour ne pas s’oxyder.
Le fil fourré sans gaz peine à contrer l’oxydation rapide de l’aluminium, ce qui résulte souvent en un simple collage plutôt qu’une véritable soudure structurelle.
Les besoins thermiques sont différents. L’aluminium conduit la chaleur beaucoup trop vite pour ces petits postes. Vous obtiendrez des collages au lieu de véritables soudures pénétrantes.
Choisir le bon matériel. Pour l’alu, passez au MIG avec gaz Argon ou au TIG. C’est nécessaire, tout comme savoir comment rénover une toiture demande les bons outils pour durer.
Maîtriser votre poste à souder parkside fil fourré problème après problème demande de la rigueur : ajustez la pression des galets, vérifiez le relais NB901E et respectez le facteur de marche. Agissez dès maintenant pour sauver vos composants d’une surchauffe fatale ! Retrouvez enfin le plaisir de réaliser des cordons parfaits et durables.